Werkzeug & Geräte des Spenglers & Dachdeckers
Für weitere Informationen klicken Sie auf das Akkordeon.
ÜBERBLICK
Für die Bearbeitung von Blechen werden unterschiedliche Werkzeuge, Maschinen und Geräte benötigt. Für jeden Arbeitsschritt stehen geeignete Spezialwerkzeuge zur Verfügung. Diese müssen korrekt eingestellt und regelmäßig gewartet werden, um maßgenaues und sicheres Arbeiten zu gewährleisten.
MESSEN & GRUNDLAGEN
Messen ist das Vergleichen einer Länge oder eines Winkels mit einem Messgerät.
Das Ergebnis dieses Vergleichs wird als Messwert bezeichnet.
BLICKRICHTUNG BEIM MESSEN
Messfehler entstehen, wenn der Messwert schräg abgelesen wird.
Der Messwert muss senkrecht zur Skalenebene abgelesen werden, um Ablesefehler zu vermeiden.
Merksatz:
Der Blick muss immer rechtwinklig zur Skala erfolgen.
BEZUGSTEMPERATUR
Maßhaltige Messungen erfolgen bei einer Bezugstemperatur von 20 °C.
Messgerät und Werkstück müssen bei dieser Temperatur die vorgeschriebenen Maße aufweisen, da Temperaturunterschiede Längenänderungen verursachen können.
AUFBEWAHRUNG DER MESSWERKZEUGE
Messwerkzeuge sind stets sorgfältig zu behandeln.
Feinmesswerkzeuge wie Messschieber und Bügelmessschrauben sind:
im vorgesehenen Etui aufzubewahren
vor Feuchtigkeit zu schützen
vor mechanischen Beschädigungen zu bewahren
EINHEIT VON LÄNGEN
Die Basiseinheit der Länge ist das Meter (m).
In der Praxis werden bestimmte Maße, wie Rohrdurchmesser, häufig in Zoll angegeben.
Umrechnung:
1 Zoll = 25,4 mm
EINHEIT VON WINKELN
Die Einheit des Winkels ist der Grad (°).
Ein Vollkreis hat 360°.
1 Grad = 60 Minuten (′)
1 Minute = 60 Sekunden (″)
GLIEDERMASSSTAB
Gliedermaßstäbe bestehen aus Holz, Metall oder Kunststoff.
Sie sind meist 2 m lang und zusammenklappbar.
Aufgrund ihrer Stabilität eignen sie sich besonders zum Messen bei Blechkantungen an Abkantmaschinen.
ROLLMASSBAND
Es besteht aus Metall und beschichteten Leinenund wird in Längen von einem bis hundert Metern hergestellt.
MESSSCHIEBER (TASCHENMESSSCHIEBER)
Der Taschenmessschieber ist ein präzises und vielseitiges Messwerkzeug der Metallbranche. Durch seine einfache Handhabung ermöglicht er schnelle und zuverlässige Messungen mit hoher Genauigkeit. Mit dem Messschieber lassen sich Innen-, Außen- sowie Tiefenmaße erfassen. Je nach Ausführung ist er als Messschieber mit Rundskala oder als Messschieber mit elektronischer Ziffernanzeige erhältlich.






MESSSCHIEBER-AUFBAU-GENAUIGKEIT-MESSVORGANG
Der Messschieber besteht aus einer Schiene mit Millimeterskala, einem festen Messschenkel sowie einem beweglichen Messschenkel, der entlang der Schiene verschoben werden kann. Der bewegliche Messschenkel ist mit einer zusätzlichen Skala, dem Nonius, versehen. Bei vollständig geschlossenem Messschieber stimmen der Nullstrich des Nonius und der Nullstrich der Millimeterskala überein.
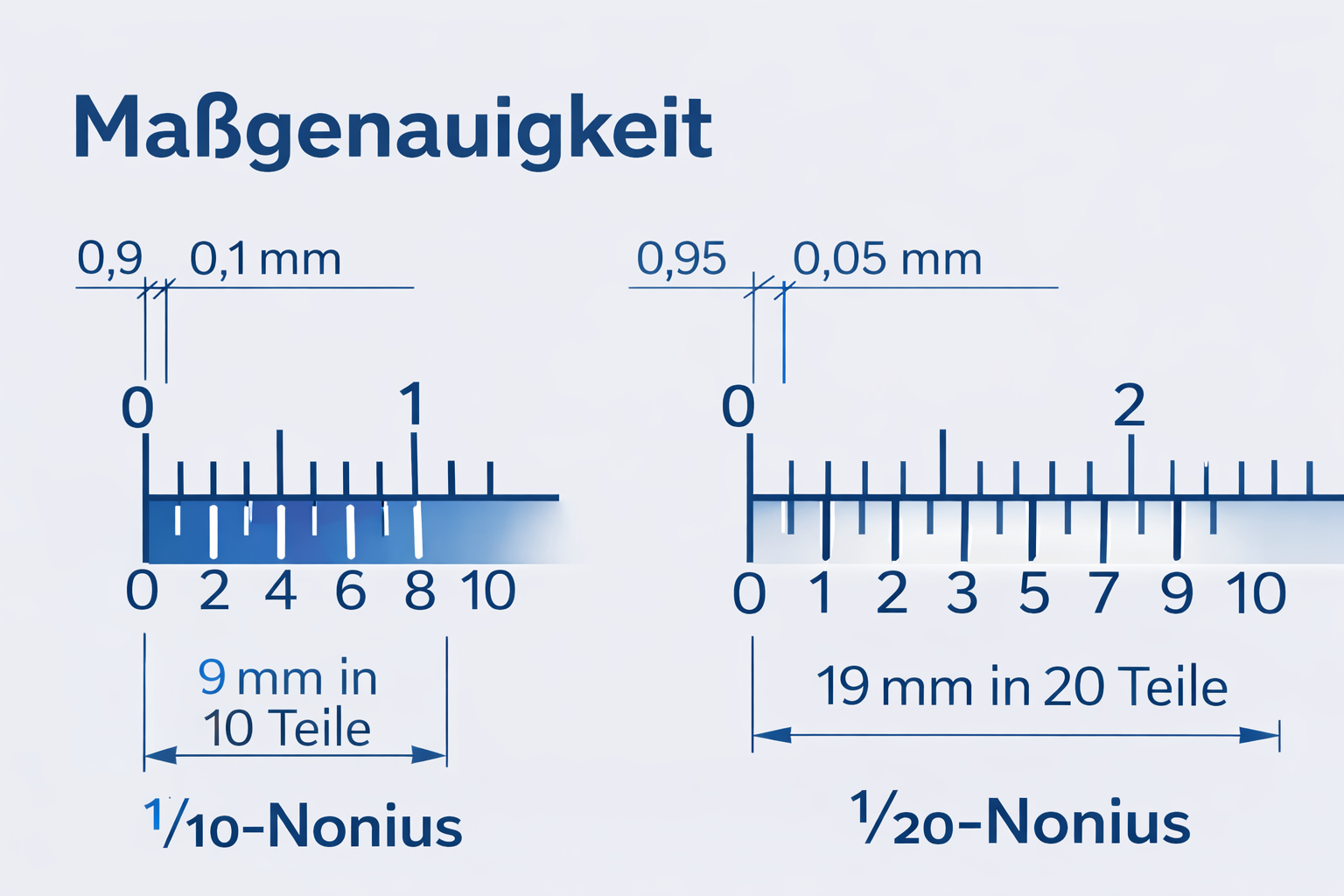
Die Messgenauigkeit des Messschiebers hängt von der Art des Nonius ab. Üblich sind Messgenauigkeiten von 1/10 mm oder 1/20 mm:
Beim Zehntel-Nonius sind 9 mm in 10 Teile geteilt. Daraus ergibt sich eine Teilungsdifferenz von 0,1 mm.
Beim Zwanzigstel-Nonius sind 19 mm in 20 Teile geteilt. Die Teilungsdifferenz beträgt 0,05 mm. Diese Teilungsdifferenz wird als Noniuswert bezeichnet und bestimmt die Ablesegenauigkeit.
Beim Messvorgang werden zunächst die ganzen Millimeter auf der Hauptskala bis zum ersten Noniusstrich abgelesen. Anschließend wird der Noniusstrich ermittelt, der exakt mit einem Strich der Hauptskala übereinstimmt. Der zugehörige Noniuswert wird zu den ganzen Millimetern addiert und ergibt das exakte Messergebnis.
ABLESEN
Beim Ablesen des Messschiebers wird der Nullstrich des Nonius als Dezimaltrennstelle (Komma) betrachtet. Links davon werden die vollen Millimeter auf der Hauptskala abgelesen. Rechts vom Nullstrich wird jener Noniusstrich gesucht, der exakt mit einem Strich der Hauptskala übereinstimmt. Je nach Nonius ergibt sich daraus der Zehntel- oder Zwanzigstelmillimeterwert, der zum Messergebnis addiert wird.
ARBEITSREGELN
- Die Messschenkel möglichst weit über das Werkstück führen.
- Messschneiden ausschließlich zum Messen von Nuten verwenden.
- Mess- und Prüfflächen sauber und gratfrei halten.
- Bei erschwerter Ablesung den Schieber fixieren und vorsichtig abnehmen.
- Messschenkel nicht schräg ansetzen.
- Messabweichungen durch Temperatureinflüsse berücksichtigen.

BÜGELMESSSCHRAUBE
Die Bügelmessschraube ist ein Feinmessgerät zur hochgenauen Messung von Außenmaßen, insbesondere von Durchmessern und Dicken. Der wichtigste Bestandteil ist die präzisionsgeschliffene Messspindel, die den beweglichen Teil des Messgeräts bildet und als Maßverkörperung dient.
Die übliche Spindelsteigung beträgt 0,5 mm. Die Skalentrommel ist meist in 50 Teilstriche unterteilt, wodurch sich ein Skalenteilungswert von 0,01 mm ergibt.
Neben mechanischen Ausführungen gibt es auch elektronische Bügelmessschrauben sowie Innenmessschrauben für Innenmessungen.
ARBEITSABLAUF BEIM MESSEN MIT DER BÜGELMESSSCHRAUBE
Zum Messen wird die Skalentrommel so weit gedreht, bis die Messspindel das Werkstück nahezu berührt. Anschließend wird die Ratsche betätigt, bis ein hörbares Ratschgeräusch entsteht, um eine gleichmäßige Messkraft sicherzustellen.
Danach werden zunächst die vollen und gegebenenfalls halben Millimeter an der Skalenhülse abgelesen. Abschließend werden die Hundertstelmillimeter an der Skalentrommel ermittelt und zu den zuvor abgelesenen Millimeterwerten addiert. Das Ergebnis ist das exakte Messergebnis.
FEHLERQUELLEN BEIM MESSEN MIT DER BÜGELMESSSCHRAUBE
Messergebnisse können durch verschiedene Einflüsse verfälscht werden. Häufige Fehlerquellen sind Steigungsfehler oder Spiel der Messspindel, Verkanten des Werkstücks sowie Verschmutzungen oder Grate an den Messflächen.
Weitere Fehler entstehen durch ein Aufbiegen des Bügels infolge zu hoher Messkraft, durch Abweichungen von der Bezugstemperatur (20 °C) sowie durch Ablesefehler an der Skalentrommel mit 50 Teilstrichen.

TASTER & GREIFZIRKEL
Verstellbare Messwerkzeuge, die zur Übertragung von Maßen vom Werkstück auf das Messgerät dienen


LEHREN
Ist das Vergleichen des Prüfgegenstandes mit einer Lehre, Man stellt nur fest ob der Gegenstand nur gut oder Ausschuss ist.
RADIENLEHREN
Runde oder rechteckige Blechscheiben aus vergütetem Stahl, die mit Schlitzen oder Löchern versehen sind. Sie dienen zum schnellen Messen von blechdicken und dgl.
HAARWINKEL
Zum Vergleichen eines Werkstücks auf Ebenheit wird ein Haarwinkel oder ein Haarlineal verwendet. Werkstücken können von ihrer Sollform abweichen, sie können wellig, konvex oder konkav sein.
WASSERWAAGE- RÖHRENLIBELLE- RINNENSCHNURWAAGE
Zweck der Wasserwaage
Mit der Wasserwaage kann überprüft werden, ob eine Fläche:
waagrecht (horizontal),
senkrecht (vertikal)
oder mit einem Gefälle ausgeführt ist.
Aufbau – Röhrenlibelle
Der wesentliche Bestandteil der Wasserwaage ist die Röhrenlibelle.
Dabei handelt es sich um ein:
leicht nach oben gebogenes,
geschlossenes Glasröhrchen
mit einer Markierung, das mit einer meist gefärbten, frostsicheren Flüssigkeit gefüllt ist.
In dieser Flüssigkeit befindet sich eine Luftblase.
Die Lage der Luftblase zeigt die Ausrichtung der Wasserwaage an.
Bedeutung der Libellenstellungen
z → Prüfen der Waagrechten
y → Prüfen der Senkrechten
Befindet sich die Luftblase mittig zwischen den Markierungen, ist die jeweilige Ausrichtung korrekt.
Prüfen der Genauigkeit einer Wasserwaage
Herkömmliche Wasserwaagen müssen regelmäßig auf ihre Messgenauigkeit überprüft werden.
Vorgehensweise:
Die Wasserwaage wird auf eine ebene Fläche gelegt.
Die Position der Luftblase zwischen den Markierungen wird gemerkt.
Anschließend wird die Wasserwaage seitenverkehrt (um 180° gedreht) auf dieselbe Fläche gelegt.
Befindet sich die Luftblase wieder an derselben Position, ist die Wasserwaage genau eingestellt.
Rinnenschnurwasserwaage
Für das Prüfen eines Gefälles bei der Rinnenmontage eignet sich besonders die Rinnenschnurwasserwaage.
Diese wird:
in der Mitte,
zwischen dem höchsten und tiefsten Rinnenhaken,
in eine straff gespannte Rinnenschnur eingehängt.
So kann das notwendige Gefälle zuverlässig kontrolliert werden.

SCHLAUCHWASSERWAAGE
Mit der Schlauchwasserwaage kann man Höhen z.B. Waagriss über größere Entfernungen übertragen. Schlauch muss vollständig mit Wasser gefüllt sein und darf keine Luft enthalten.

SENKLOT
Mit dem Senklot wird die Senkrechte festgestellt z.B. bei der Montagen von Ablaufrohren.
WINKELPRÜFUNG-FESTE WINKEL
Bei Winkelprüfungen wird die Lage von Kantungen oder Flächen geprüft.
Der Form nach unterscheidet man Flach- oder Anschlagwinkel mit Winkeln von 45°, 60°, 90° oder 135°.
ANZEIGENDE WINKELMESSGERÄTE
Einfache Winkelmessgeräte verfügen in der Regel über einen Messbereich von 180° sowie eine Skalenteilung von 1°. Der abgelesene Wert entspricht jedoch nicht in jedem Fall dem tatsächlichen Winkelmaß.
Bei spitzen Winkeln stimmt der Messwert direkt mit der Anzeige überein.
Bei stumpfen Winkeln hingegen ergibt sich der tatsächliche Winkel aus der Differenz zwischen 180° und dem angezeigten Wert.
Diese Vorgehensweise ist notwendig, da das Messgerät konstruktionsbedingt nur bis 180° skaliert ist und stumpfe Winkel indirekt bestimmt werden müssen.
STELLWINKEL & GEHRUNGSWINKEL
Für die Abnahme von Gehrungen an Dachstühlen, Mauerabdeckungen und dgl.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
ANZEICHNEN & ANREISSEN
Durch Anzeichnen oder Anreißen werden Maße, Schnittlinien, Abwicklungen und Kantungslinien auf das Blech übertragen.
Anzeichnen
Beim Anzeichnen ist das verwendete Werkzeug weicher als der Werkstoff.
Es entsteht ein Strich.
Das Anzeichnen erfolgt mit:
einem Bleistift
oder einem Faserstift
Empfindliche (spröde) Werkstoffe sowie Metalle mit Oberflächenüberzügen (z. B. Farbbeschichtungen, Metallbeschichtungen) müssen für Kantungen angezeichnet werden, um Beschädigungen der Oberfläche zu vermeiden.
BLEISTIFT
Bleistift mit weicher Mine
geeignet für empfindliche Oberflächen
Bleistiftzirkel
dient zum Anzeichnen von Kreisbögen
verwendet einen eingespannten Bleistift
ANREISSEN
Beim Anreißen ist das Werkzeug härter als der Werkstoff.
Es entsteht ein Riss.
Risse sind:
feiner
genauer als gezeichnete Striche
Das Anreißen wird bei unempfindlichen Blechen ohne Oberflächenüberzüge angewendet, da dabei die Metalloberfläche beschädigt werden kann.
ANREISSNADEL
Die Reißnadel dient ausschließlich zum Herstellen von Rissen.
Sie ist nicht als Körner oder als Werkzeug zum Falzöffnen gedacht.
Gebogene Reißnadel
erleichtert das Anreißen an schwer zugänglichen Stellen
ANREISSZIRKEL
Der Anreißzirkel dient zum Anreißen von kleinen Kreisbögen.
SPITZZIRKEL
- einfache Ausführung
- für kleine Radien geeignet
BOGENZIRKEL
- ermöglicht größere Radien
- durch Bogenform stabiler
FEDERSPITZZIRKEL
- fein einstellbar
- hohe Genauigkeit
SCHNELL VERSTELLBARER ZIRKEL
- unverzichtbares Werkzeug
- dient zum Anreißen von großen Kreisbögen
KERBRISSENTSTEHUNG
Beim Anreißen mit der Reißnadel entsteht ein Kerbriss im Werkstoff.
Dieser ermöglicht eine sehr genaue Maßübertragung, darf jedoch nur bei dafür geeigneten Materialien angewendet werden.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
ARBEITSABLAUF BEIM ANKÖRNEN
Das Ankörnen dient zur exakten Markierung von Bohr-, Kreismittel- oder Biegestellen.
Den Punkt exakt anreißen.
Das Werkstück auf einer harten, ebenen Unterlage positionieren.
Den Körner zunächst schräg mit der Spitze auf den angerissenen Punkt setzen, um exakten Sichtkontakt herzustellen.
Den Körner anschließend aufrichten und mit dem Handhammer einen gezielten Schlag ausführen.
Kräftiges Ankörnen wird für Bohrlöcher verwendet, leichtes Ankörnen für Kreismittelpunkte und Biegestellen bei Kantungen.
SPANENDE FORMGEBUNG
Bei der spanenden Formgebung wird Material durch ein Werkzeug abgetragen, wobei Späne entstehen.
SÄGEN
Sägen ist ein spanendes Trennverfahren mit geradliniger oder kreisförmiger Schnittbewegung.
Es wird zum Trennen von Werkstücken eingesetzt. Das Werkzeug führt dabei eine definierte Schneidbewegung aus.
SÄGEBLÄTTER
- Sägeblätter besitzen eine Vielzahl hintereinander angeordneter Zähne mit geringer Schnittbreite.
- Sie sind keilförmig aufgebaut und gehärtet.
- Die Zahnlücken nehmen die entstehenden Späne auf.
- Die Späne werden aus der Schnittfuge abgeführt.
ZAHNTEILUNG
- Der Abstand von einer Zahnspitze zur nächsten wird als Zahnteilung bezeichnet.
- Grundsätze für die Auswahl des Sägeblattes:
- Grobe Zahnteilung: für weiche Werkstoffe und lange Schnittfugen
- Feine Zahnteilung: für harte Werkstoffe und kurze Schnittfugen
ANZAHL DER ZÄHNE AUF 1 ZOLL (25,4 MM) SÄGEBLATTLÄNGE
- Fein (28–32 Zähne): Bleche, Hartguss, dünnwandige Rohre
- Mittel (18–22 Zähne): Gusseisen, Messing, Stahl mit höherer Festigkeit
- Grob (14–16 Zähne): Kunststoffe, Aluminium, Kupfer, Baustahl
FREISCHNITT DES SÄGEBLATTES
Beim tieferen Eindringen des Sägeblattes in den Werkstoff steigt die Reibung, wodurch die Säge klemmen kann.
Damit ein freier Schnitt möglich ist, muss die Schnittfuge breiter sein als das Sägeblatt.
- Dies wird erreicht durch:
- Geschränkte Zähne
- Gewellte Zähne
- Gestauchte Zähne
METALLBÜGELSÄGE
Die Metallbügelsäge ist das am häufigsten verwendete Handwerkzeug des Spenglers zum Abschneiden von:
- Ablaufrohren
- Rinnenwülsten
- kleineren Eisenprofilen und ähnlichen Bauteilen
ARBEITSABLAUF BEIM SÄGEN
- Das Sägeblatt gerade und straff einspannen.
- Die Zähne müssen in Stoßrichtung zeigen.
- Das Werkstück möglichst nahe an der Schnittstelle einspannen.
- Druck nur während der Vorwärtsbewegung ausüben.
- Die Bügelsäge darf nicht zu stark angedrückt werden, da sie sonst verschneiden kann.
- Während der Sägearbeit ist die gesamte Sägeblattlänge zu nutzen.
{kind=link}
{kind=link}
FEILEN
Feilen werden in der Spenglerei hauptsächlich eingesetzt zum:
- Entgraten von Werkstücken
- Nachfeilen von Gehrungen
- Korrigieren fehlerhafter Metallteile
- Säubern von Lötstellen
ZAHNFORMEN
Gehauene Feilenzähne besitzen einen negativen Spanwinkel und wirken dadurch schabend.
BESTANDTEILE DER FEILE
Eine Feile besteht aus folgenden Hauptbestandteilen:
- Feilenblatt – trägt die Schneidzähne
- Angel – Verbindung zwischen Feilenblatt und Heft
- Metallring (Zwinge) – verhindert das Aufspalten des Heftes
- Feilenheft – Griff aus Holz oder Kunststoff
- Feilen sind spanende Werkzeuge mit mehreren Schneiden.
- Die Zähne werden in das Feilenblatt gehauen oder gefräst und anschließend gehärtet.
- Das Feilenheft wird auf die Angel aufgesteckt und durch die Zwinge gesichert.
GEFRÄSTE FEILENZÄHNE
Gefräste Feilenzähne besitzen einen positiven Spanwinkel und wirken schneidend.
HIEBARTEN
Beschreibung:
Schräg oder bogenförmig gehauene Zähne, hauptsächlich bei gehauenen Feilen.
Anwendung:
Bearbeitung weicher Werkstoffe (Zinn, Zink, Blei, Aluminium)
Schärfen von Sägen und anderen Werkzeugen
KREUZHIEB
Beschreibung:
Entsteht durch zweimaliges Hauen des Feilenblattes (Oberhieb und Unterhieb).
Anwendung:
Bearbeitung härterer Werkstoffe
Stahl
Grauguss
Messing
Kunststoffe
HIEBZAHL UND HIEBNUMMER
Unter der Hiebzahl versteht man:
Bei Feilen: die Anzahl der Hiebe pro Zentimeter in Längsrichtung
Bei Raspeln: die Anzahl der punktförmigen Hiebe pro Quadratzentimeter Raspeloberfläche
Abhängig von der Hiebzahl werden gehauene Feilen und Raspeln mit Hiebnummern von 1 bis 8 bezeichnet.
Werkstattfeilen: grundsätzlich bis Hiebnummer 4
Präzisionsfeilen: bis Hiebnummer 8
RASPELHIEB
Beschreibung:
Punktförmig gehauene Zähne, relativ weit auseinander angeordnet.
Anwendung:
Holz
Leder
Kork
Gummi
Stein
Kunststoff
GEFRÄSTE FEILEN
Beschreibung:
Meist kreisbogenförmig oder schräg verzahnt, einhiebig ausgeführt, mit quer zum Hieb verlaufenden Spanbrechernuten.
Anwendung:
Holz
Leder
Kork
Gummi
Stein
Kunststoff
QUERSCHNITTSFORMEN FÜR FEILEN
Je nach Werkstückform werden unterschiedliche Feilenquerschnitte verwendet:
Flachstumpffeile
Dreikantfeile
Vierkantfeile
Rundfeile
Halbrundfeile
Messerfeile
Halbrundraspelfeile
ARBEITSABLAUF BEIM FEILEN
Das Werkstück ist sicher und fest im Schraubstock einzuspannen.
Bei empfindlichen Werkstücken sind Schutzbacken zu verwenden, um Beschädigungen zu vermeiden.
Die Feilbewegung erfolgt in Richtung der Feilenachse.
Dabei wird die Feile gleichmäßig geführt und jeweils um etwa eine halbe Feilenbreite nach rechts oder links versetzt, um eine gleichmäßige Materialabtragung zu erreichen.
Druck ist ausschließlich während des Vorstoßens (Vorwärtsbewegung) auf die Feile auszuüben.
Beim Rückhub darf kein Druck erfolgen, um Werkzeug und Oberfläche zu schonen.
Verschmutzte oder zugesetzte Feilen sind regelmäßig mit einer Feilenbürste zu reinigen, um die Schneidwirkung aufrechtzuerhalten.
HIEBNUMMER, FEILENART UND SPANABNAHME
Die Hiebnummer gibt die Feinheit der Verzahnung an und bestimmt sowohl die Art der Oberflächenbearbeitung als auch die mögliche Spanabnahme.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
SCHABEN
Unter Schaben versteht man einen spanenden Arbeitsvorgang, bei dem mit Hilfe eines Schabwerkzeugs, in der Praxis meist eines Dreikantschabers, Blechoberflächen bearbeitet werden.
Dabei werden insbesondere:
Schmutz,
Oxidationsschichten (z. B. Rost),
alte Farb- oder Beschichtungsreste
gezielt von der Oberfläche entfernt.
Das Schaben dient vor allem der Reinigung und Vorbereitung von Blechoberflächen und wird häufig eingesetzt, um verschmutzte oder oxidierte Lötstellen für nachfolgende Arbeitsgänge, wie das Löten, fachgerecht vorzubereiten.
SCHABWERKZEUG – DREIKANTSCHABER
Der Dreikantschaber ist ein handgeführtes Werkzeug mit scharf ausgeformten Schneidkanten.
Er ermöglicht ein kontrolliertes Abtragen von Oberflächenschichten, ohne das Grundmaterial unnötig zu beschädigen.
BOHREN
Beim Bohren führt das Werkzeug eine rotierende Schnittbewegung sowie eine axiale Vorschubbewegung aus. Ziel des Verfahrens ist das Herstellen zylindrischer Bohrungen in Werkstoffen.
SCHNEIDGEOMETRIE UND WINKEL AM SPIRALBOHRER
Der Spiralbohrer weist eine definierte Schneidengeometrie auf, die maßgeblich für Schnittkraft, Spanbildung und Bohrqualität ist.
Wesentliche Bestandteile und Winkel:
- Hauptschneiden: befinden sich an der Bohrerspitze und übernehmen die Hauptzerspanung
- Nebenschneiden: stabilisieren den Bohrer im Bohrloch
- Querschneide: verbindet die Hauptschneiden und erzeugt keine eigentliche Schneidwirkung
- Freifläche: entsteht durch Hinterschleifen der Hauptschneiden
- Führungsfase: sorgt für exakte Führung im Bohrloch
- Seitenspanwinkel: Winkel zwischen Längsachse und Spiralnut
- Spitzenwinkel: Winkel zwischen den Hauptschneiden
BOHRERTYPEN NACH WERKSTOFF
Je nach Werkstoff werden unterschiedliche Bohrertypen eingesetzt:
- Spiralbohrer für Metall
- Bohrer für Holz
- Widiabohrer für Stein
SPIRALBOHRER
Der Spiralbohrer ist das am häufigsten verwendete Bohrwerkzeug.
Als Schneidstoffe kommen vor allem Schnellarbeitsstahl (HSS) und Hartmetall zum Einsatz.
SPIRALBOHRER MIT ZYLINDERSCHAFT
Bestandteile:
- Schneidteil
- Zylinderschaft
- Schaftdurchmesser
- Schaftlänge
BOHRERTYPEN NACH SPANVERHALTEN
TYP N – NORMALE AUSFÜHRUNG
Für Werkstoffe mit normaler Festigkeit und Härte
Seitenspanwinkel ca. 19° bis 40°
TYP H
Für harte, zähharte oder kurzspanende metallische Werkstoffe
Seitenspanwinkel ca. 10° bis 19°
TYP W
Für weiche, zähe oder langspanende metallische Werkstoffe
Seitenspanwinkel ca. 27° bis 45°
KLEINER SPITZENWINKEL
- Verwendung bei schlecht wärmeleitenden, kurzspanenden Werkstoffen
- Lange Hauptschneiden ermöglichen gute Wärmeabfuhr
GROSSER SPITZENWINKEL
- Verwendung bei gut wärmeleitenden, zähen oder langspanenden Werkstoffen
- Geringe Schneidkraft und gute Spanabfuhr
RICHTWERTE BEIM BOHREN
- Die Schnittgeschwindigkeit (v) in m/min ist abhängig vom Schneidstoff des Bohrers und vom Werkstoff des Werkstücks.
- Der Vorschub (f) in mm/Umdrehung ist abhängig vom Bohrdurchmesser und vom Bohrverfahren.
BOHREMULSION ODER BOHRMILCH
Beim Bohren entsteht Wärme, die durch den Kühlschmierstoff abgeführt wird.
Zusätzlich reduziert der Kühlschmierstoff die Reibung und den Werkzeugverschleiß.
➡ Während des Bohrens darf nicht auf das Kühlen verzichtet werden.
BOHRER SPANNEN (EINSPANNEN)
- Bohrer bis ca. 12 mm Durchmesser besitzen einen zylindrischen Schaft und werden in:
- Dreibacken-Bohrfutter
- Schnellspannbohrfutter
- Klemmhülsen eingespannt.
- Der Bohrer muss am Grund des Bohrfutters anliegen.
Größere Bohrer besitzen in der Regel einen kegelförmigen Schaft.
SCHLEIFEN VON BOHRERN
Spiralbohrer unterliegen einem natürlichen Verschleiß.
Hohe Schnittgeschwindigkeit und großer Vorschub führen zu verstärktem Verschleiß an:
Hauptschneiden
Querschneide
Das Nachschleifen erfordert Erfahrung, da Schleiffehler:
Maßgenauigkeit
Standzeit
negativ beeinflussen.
Der Bohrer ist an der Freifläche so lange nachzuschleifen, bis der Verschleiß an den Schneiden vollständig beseitigt ist.
ARBEITSREGELN FÜR DAS BOHREN
- Schutzbrille tragen
- Bei langen Haaren Haarschutz verwenden
- Eng anliegende Kleidung tragen
- Niemals mit Handschuhen bohren
- Werkstück sicher einspannen
- Bohrloch korrekt ankörnen
- Bohrer ausreichend kühlen
- Nur gut geschliffene Bohrer verwenden
- Große Bohrungen vorbohren
SENKEN
Senken ist ein spanender Arbeitsvorgang zur Aufweitung von Bohrungen und Löchern.
In der Spenglerei wird Senken hauptsächlich eingesetzt zum:
- Entgraten von Bohrungen
- Einsenken von Niet- und Schraubverbindungen
TYPEN UND ANWENDUNG DER SENKER
KEGELSENKER
Zum Profilsenken von kegel- oder schraubenkopfförmigen Senkungen
Zum Entgraten von Bohrungen
Normwinkel:
60° Entgraten
75° Nietköpfe
90° Senkschrauben
120° Blechnieten
SPIRALSENKER
Zum Aufbohren von Bohrungen größerer Tiefe
ZAPFENSENKER
Zum Planeinsenken und Profilsenken von Schrauben
ARBEITSREGELN FÜR DAS SENKEN
Es gelten dieselben Sicherheits- und Arbeitsregeln wie beim Bohren.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}